horúca oprava oceliarenskej panvy (torkrétovanie)
Žiaruvzdorná výmurovka oceliarenských liacích panví sa pri dlhodobej prevádzke opotrebuje, na niektorých miestach dochádza k výrazným úbytkom hrúbky, vo výmurovke vznikajú trhliny. V dôsledku narušeniu výmurovky unikajú horúce plyny cez opotrebované oblasti, čo vedie k prehrievaniu oceľového plášťa a jeho vyhoreniu. Aby sa zabránilo poškodeniu výmurovky, vykonáva sa oprava horúcim alebo studeným torkrétovaním na opotrebovaných častiach výmurovky.
Hmoty typu JEGUN, ktoré ponúka naša spoločnosť umožňujú opravy za tepla. Oprava výmurovky torkrétovaním za horúca má nasledujúce výhody:
• Značne skrátená doba potrebná na opravy
• Výrazne znižuje náklady na opravy vďaka úsporám surovín
• Zníženie nákladov vďaka úspore pracovnej sily
• Zvýšená produktivita v dôsledku predĺženia životnosti výmurovky a obrátkovosti pany.
• Možnosť núdzový opráv v prípade prepálenia pracovnej výmurovky.
Hlavné výhody použitia torkétovacích hmôt JEGUN sú:
– dobrá priľnavosť
– minimálna pravdepodobnosť delaminácie
– možnosť použitia pri rôznych teplotách
– rýchle spekanie
Tieto výhody hmôt JEGUN sú výsledkom mnohoročného výskumu a vývoja rôznych zložení torkrétovacích hmôt a dnes nám umožňujú používať hmoty JEGUN v rôznych modifikáciách, keď nanášame vrstvy rôznych hrúbok, v širokom teplotnom rozsahu.
Počas vývoja hmôt JEGUN sa osobitná pozornosť venovala granulometrickému zloženiu, aby sa zabezpečilo vytvorenie čo najrovnomernejšej vrstvy nastriekanej hmoty.
Hmoty JEGUN sa vyrábajú z prírodného jelšavského magnezit, ktorého jedinečné minerálne zloženie vytvára taviteľné minerály, ktoré zabezpečujú rýchle spekanie a vytvorenie homogénnej vrstvy.
Hmoty JEGUN sa nanášajú pomocou torkrétovacieho stroja na časti výmurovky, ktoré je potrebné podľa vizuálnej kontroly opraviť (obrázok 1, obrázok 2, obrázok 3).
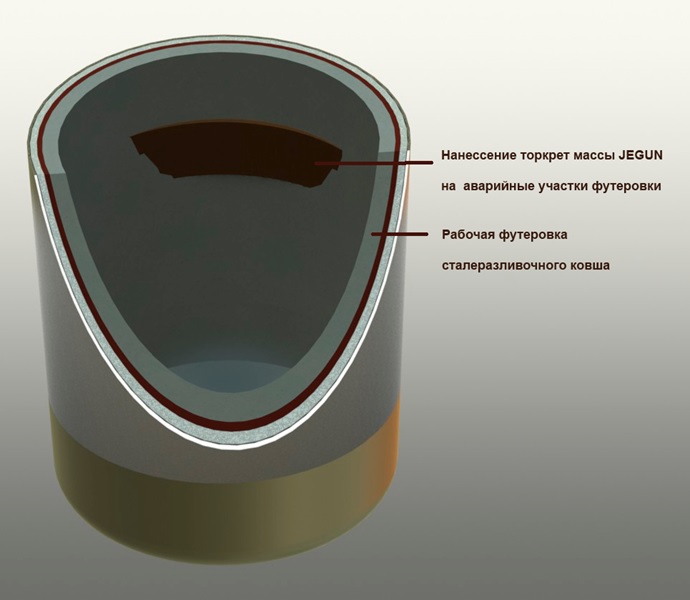
Pracovná výmurovka oceliarenskej panvy



Torkrétovacia hmoty sa privádza do dýzy torkrétovacieho stroja, zvlhčuje sa v dýze a nanáša sa vo forme zmesi s potrebnou vlhkosťou na poškodenú výmurovku panvy.
Druhy torkrétovacích hmôt sa líšia aplikačnou teplotou:
• Horúce torkrétovanie – 1 000 – 1250 ° C
• Teplé torkrétovanie – 500 – 1 000 ° C
• Torkrétovanie za studena – do 500 ° C
Pre každý typ hmôt boli vyvinuté špeciálne spojivá, ktoré zabezpečujú tvorbu homogénneho monolitu.
Na dosiahnutie maximálnej účinnosti torkrétovania je potrebné zabezpečiť:ß
• Rovnomerné zmiešavanie hmoty s vodou
• Rovnomerný hmotnostný tok do dýzy stroja
• Optimálna vzdialenosť dýzy od miesta dopadu hmoty na výmurovku (vizuálne vyhodnotená) tak, aby množstvo odpadnutej hmoty 10%
• Zaistiť, aby uhol dopadu hmoty na povrch výmurovky bol čo najbližšie k 90°.
Tlak vody by mal byť taký, aby bola striekaná hmota optimálne navlhčená a nanesená vrstva nekĺzla z povrchu. Pri vysokom tlaku sa nástrek zosúva a pri nedostatočnom tlaku sa suchá zmes nelepí na povrch.
Ak je tlak vzduchu príliš vysoký, potom predtým aplikované časti sa zrazia nasledujúcimi vrstvami, t.j. je možný pieskovací účinok. Pri nedostatočnom tlaku alebo vo veľkej vzdialenosti od dýzy k povrchu výmurovky je vrstva hmoty málo hutná. Vzdialenosť dýzy od povrchu a tlak dýzy sú vzájomne závislé parametre, preto sa musia nastaviť spoločne.
Všetky tieto parametre sú priamo ovplyvňované ľudským faktorom, jeho vplyv na proces torkrétovania môže dosiahnuť 80 %.
V oceliarenských panvách sú v prvom rade opravované trosková čiara a hrdlo – zóny, ktoré sú vystavené zvýšenému opotrebeniu.
Pred začiatkom torkrétovania je potrebné vykonať skúšku s cieľom nastaviť správne parametre zariadenia.. Test sa vykonáva v blízkosti opravovaného miesta, pracovníci údržby vizuálne vyhodnotia priľnavosť a homogenitu nanesenej striekanej hmoty a upravia tlak vzduchu, tlak vody a uhol nábehu trysky vzhľadom na opravovaný povrch, aby sa dosiahol najlepší výsledok torkrétovania.