Hot repair of steel ladles (shotcrete)
The refractory lining of steel-pouring ladles wears out during long-term operation, significant fragments are destroyed in some places, and the entire lining is covered with cracks. Due to the destruction of the lining, high-temperature gases seep through the worn-out areas, which leads to white-hot and overburning of the steel casing. To prevent damage to the lining, they resort to hot or cold repair of the lining by injecting refractory materials into the burned-out areas.
The variant of using JEGUN- type masses proposed by our company has the advantage of its versatility, as it allows hot repairs. Lining repair using hot shotcrete has the following advantages:
The time required for repairs is significantly reduced
The cost of repairs is significantly reduced by saving raw materials
Costs are significantly reduced due to labor savings
Increased productivity due to longer liner life and higher operating efficiency.
Urgent repair is possible in case of emergency, for example, when the working lining is burned out.
Mass JEGUN specifically designed for hot and current repairs of various steel units – EAF, converters, vakkumatorov, steel ladles.
The key advantages of using JEGUN shotcrete are:
– good adhesion
– minimum probability of delamination
– the ability to use at different temperatures
– fast sintering
These advantages of JEGUN masses are the result of many years of research and development of various compositions of sprayed masses, and today they allow us to use our JEGUN sprayed masses in various modifications, when applying layers of different thicknesses, in a wide temperature range.
When developing the JEGUN shotcrete mixes, special attention was paid to the particle size distribution of the mixes of various modifications to ensure the creation of the most uniform repair lining layer.
JEGUN masses use magnesite from the Jelshava natural magnesite deposit, its unique mineral composition includes fusible ingredients that ensure fast sintering and the creation of a homogeneous monolith.
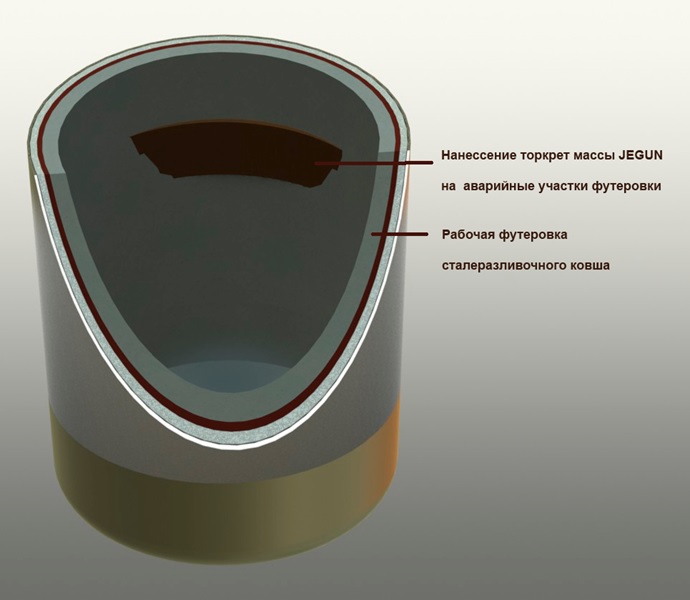
The application of the JEGUN shotcrete mass is carried out using a shotcrete machine on the areas of the lining that, according to visual analysis, need repair (Figure 1, Figure 2, Figure 3).



The shotcrete powder is fed to the nozzle of the shotcrete machine, moistened in the nozzle and applied in the form of a mass of varying moisture content to the damaged working lining of the steel-making ladle.
Shotcrete types differ in application temperature:
Hot shotcrete – 1000 – 1250 С
Warm shotcrete – 500 – 1000 С
Cold shotcrete – up to 500 С
For each type of shotcrete, special bonding materials have been developed that ensure the formation of the most homogeneous monolith.
To achieve maximum efficiency of shotcrete, it is necessary to ensure:
Homogeneous mixing of the sprayed mass with water
Uniform supply of mass to the nozzle of the gunning machine
The optimal distance of the nozzle from the shotcrete place (assessed visually) so that the mass rejection from the shotcrete place does not exceed 10%
Make sure that the angle of inclination of the nozzle in relation to the sprayed surface is close to 90C.
The water pressure should be such that the sprayed mass is optimally moistened, and the applied layer does not slide off the surface. With excessive pressure, the coating slips, and with insufficient pressure, the dry mixture does not stick to the surface.
If the air pressure is too high, then the previously applied portions are knocked down by subsequent portions, i.e. the formation of a sandblasting effect is possible. At insufficient pressure or at a large distance from the nozzle to the sprayed surface, the sprayed layer becomes loose. The distance from the nozzle to the surface and the jet pressure are interdependent parameters, so they must be adjusted together.
All these parameters are directly influenced by the human factor, its influence on the shotcrete process can reach 80%. In steel-pouring ladles, first of all, the throat area and the slag belt are shotcrete – zones subject to increased wear.
Before the start of gunning it is necessary to carry out a test application of the gunning mass. A test application is carried out near the repair site, the service personnel visually evaluates the adhesion and homogeneity of the sprayed mass and adjusts the air pressure, water pressure, and angle of attack of the nozzle relative to the repaired surface to achieve the best shotcrete result.