The types of shotcrete masses are constantly being improved, taking into account the specific conditions of the technological process of a metallurgical enterprise. First of all, we are talking about the possibility of applying shotcrete mass to cold or warm (preheated) working lining and the possibility of applying it to different types of working lining.
A significant reserve for reducing the cost of steel production is maximizing the temporary use of the working lining.
All shotcrete masses are characterized by the following indicators:
-good adhesive qualities;
-continuous application without clogging the mouthpiece or hose of the gunning machine;
– evaporation of water proceeds calmly during the periods of drying and heating;
-high thermal insulation properties;
– stability and stability of the mass in the tense zones of the tundish;
-problem-free separation of the layer of shotcrete mass from the lining after the end of casting and cooling.
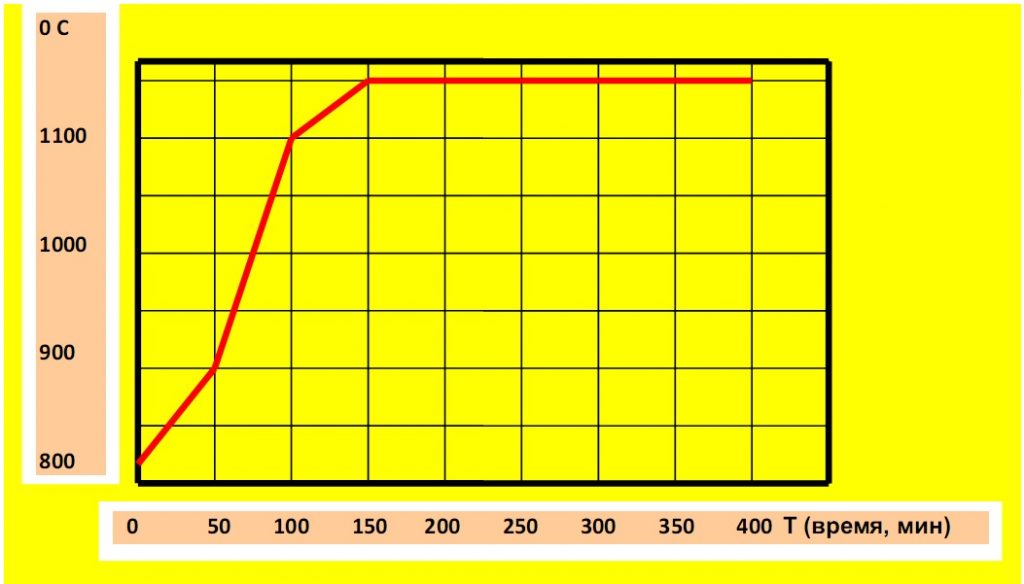
Reliable application of the mass occurs at a temperature of the reinforcing layer of 80-90 0 С, while providing good adhesion, unhindered moisture removal.
The optimum moisture content of the sprayed mass determines its consumption, the porosity of the applied layer, the time required for application and hardening, as well as drying the tundish.
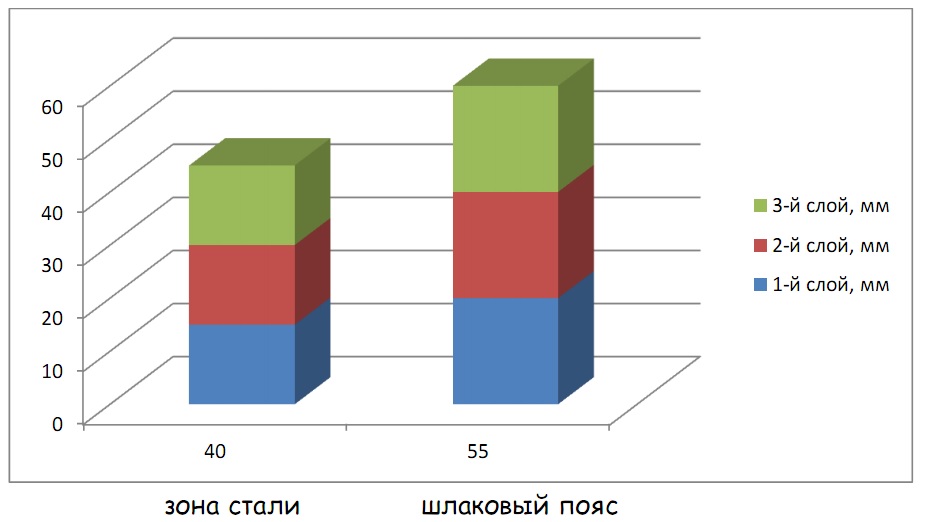
Based on the experience of using the masses, we propose to apply the JEMATUN-type shotcrete mass multilayer, while ensuring:
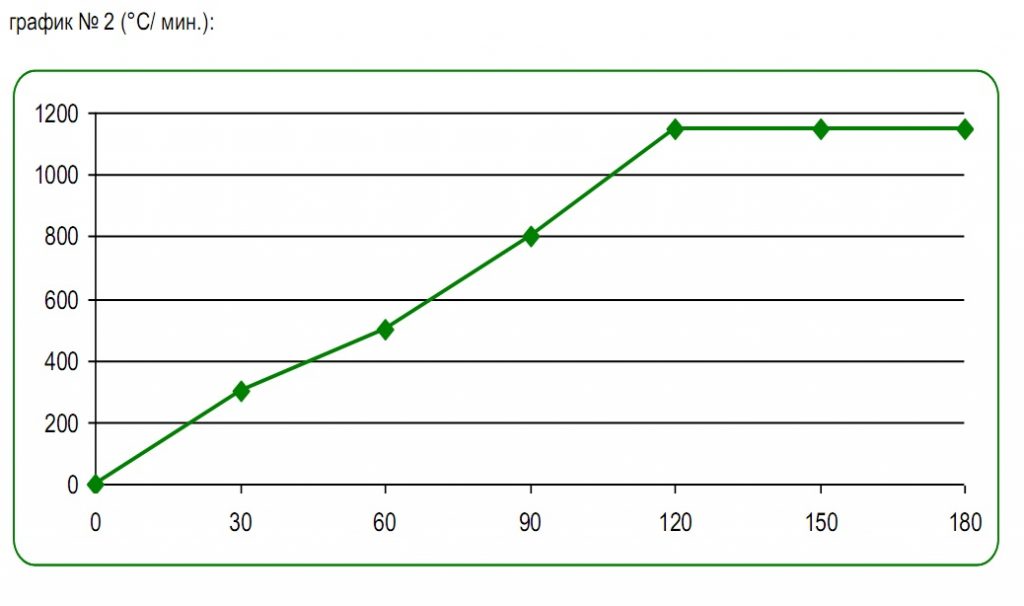
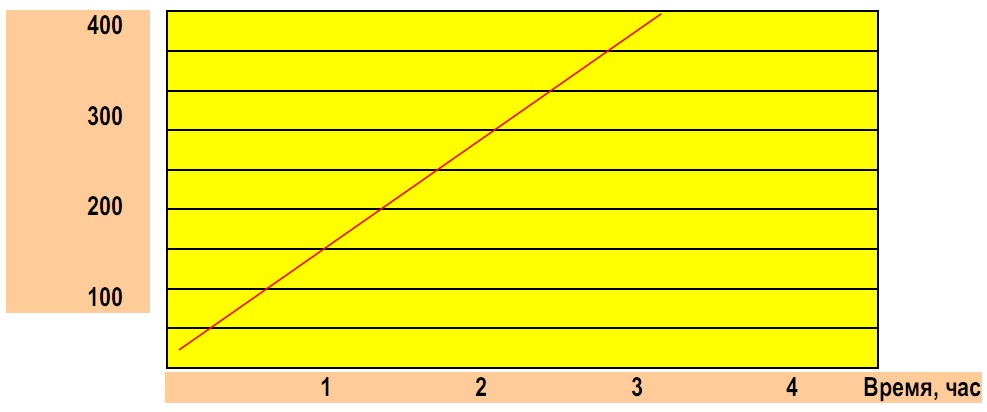
– accelerated drying of the applied layers;
– calm and uniform evaporation of mixed water;
– the formation of a qualitative connection between the components of the mass along the thickness of the fill;
– sufficient intercoat adhesion;
– strength and isotropy of the applied layers;
– uniformity and economy of application.