Druh použitej hmoty a hrúbka nástreku závisí od konkrétnych prevádzkových podmienok. Možnosti sú prediskutované so zákazníkom.
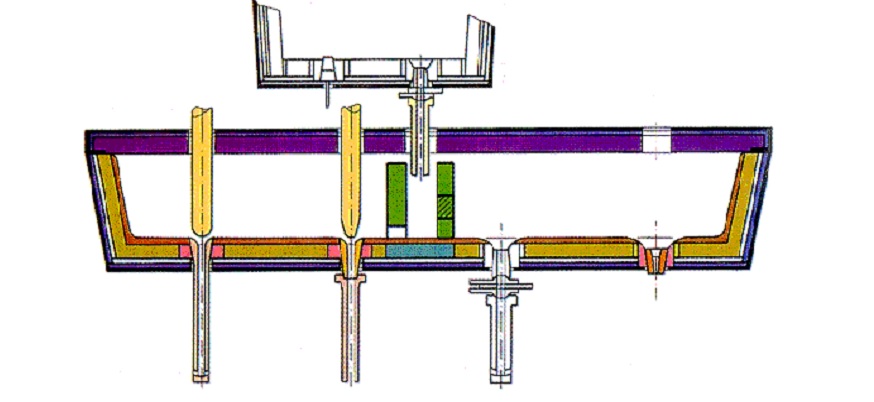
Nastriekaná hmota je oddelená od trvalej výmurovky na základe rôznych koeficientom tepelnej rozťažnosti. Preto sa materiály nie sú navzájom spečené a pracovná nástreková vrstva po odliatí a ochladení sa z veľkej časti ľahko oddelí.
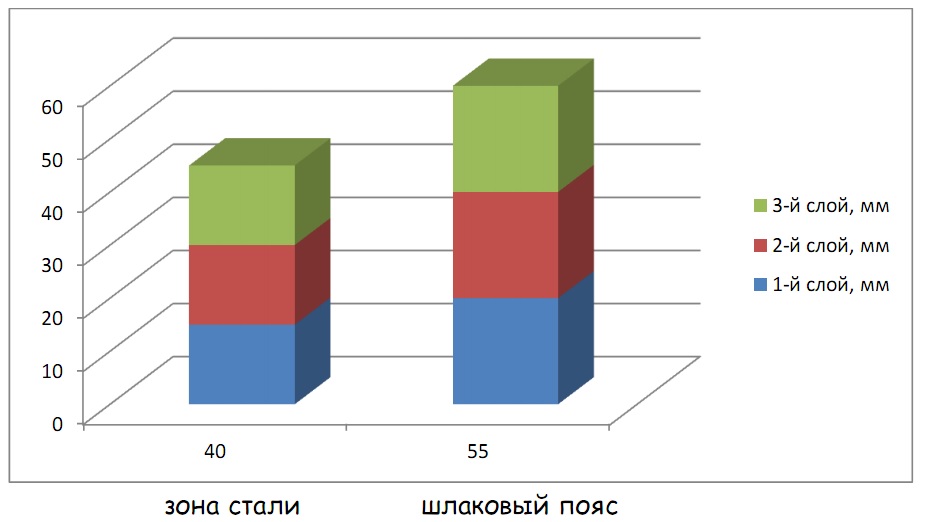
Pri trojvrstvovom nanášaní zmesi – v prvej kontaktnej vrstve s oceľou, dochádza k najväčšiemu spekaniu, v druhej prebieha proces spekania menej intenzívne a v tretej je ešte väčší zvyšok nespečenej hmoty.